







- 东莞市飞度电热设备有限公司
- 营业执照:

- 所在地区:广东
- 主营产品:电磁加热器,电磁加热控制板,电磁加热圈,电磁…
- 进入商铺
- 在线咨询
产品分类
产品推荐
-
 面议
5KW电磁加热控制板就
面议
5KW电磁加热控制板就
-
 面议
飞度电热专业多年生产
面议
飞度电热专业多年生产
-
 面议
8KW电磁加热器
面议
8KW电磁加热器
-
 面议
150KW水冷电磁加热器
面议
150KW水冷电磁加热器
-
 面议
熔铝电磁加热器
面议
熔铝电磁加热器

- 品牌:
- 飞度
- 供货总量:
- 1000000 件
- 所在地:
- 广东
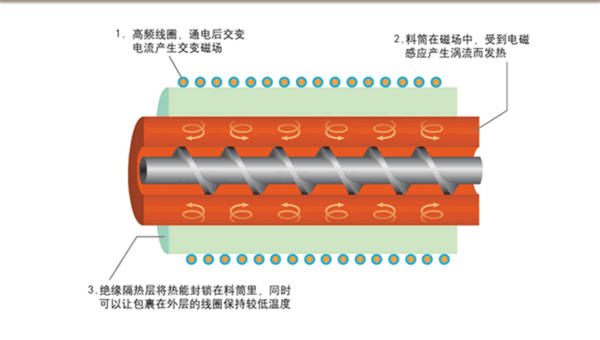
电磁加热节电工作原理
现阶段市场上的塑胶机械所用的加热方式普遍为电阻丝加热圈,存在能量散失大、功率密度低等缺点,在一些需要温度较高的加热场合就无法适应了。电磁加热技术是通过电磁感应原理使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定厚度的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~80%。因为电磁加热圈本身并不发热,而且是采用绝缘材料和高温电缆制造,所以不存在着像原电热圈的电阻丝在高温状态下氧化而缩短使用寿命的问题,具有使用寿命长、升温速率快、无需要维修等优点,减少了维修时间,降低了成本。现已被广大的塑料制品企业使用,大大的降低了企业的生产成本。
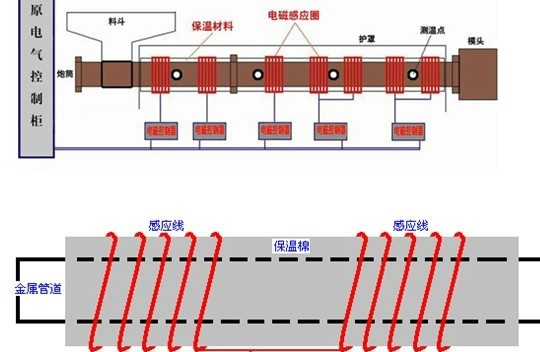
电磁加热系统由两部分组成:电磁控制器和加热圈。原机受温度控制的电源(加热输出接触器(或固态继电器)输出端)经电磁控制器将工频交流电整流、滤波、逆变成20~40KHZ的高频高压电,高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时会在金属体内产生无数的小涡流,使料筒金属材料本身自行高速发热,从而达到加热料筒内的原料。另外,也可以把电源直接输入到电磁控制器,原有的温度控制器直接用来控制电磁控制器。
6-8KW电磁加热器参数:
产品名称:三相8KW电磁加热器,半桥电磁加热器,多用型中型半桥电磁加热控制板.
性能及应用:产品采用德国最成熟带门电路硬件数字相位跟踪与频率锁定,其相位跟踪校正速度比目前最高位(16位)纯数字电路快1000倍以上.精确超高速的控制电路能确保功率器件的安全工作运行,再者在微机程序优化处理后其抗干扰特强和工作稳定, ,可无限个数并机同磁芯同时运行.主要适用于普通铁素材质和一切不锈钢的节能加热,由于适应加热面相对大,产品现已广泛应用于大型注塑机料管部分节能加热、食品行业加热部分、北方采暖器和化学反应器皿加热.因产品加热效率高,功率器件损耗比较小,使用寿命长,,安装使用方便,由此深得同行的认可和广大客户的喜欢.
性能参数:
参数名称 | 参数概述 | 可扩展范围 |
电路工作方案 | 相位跟踪半桥驱动工作模式 | H桥带数字超宽频跟踪 |
额定功率 | 8KW | 4KW-8KW电位可调 |
额定电压 | 3*380VAC | 可定制3*220VAC |
输入电流 | 12A~ | / |
额定电源频率 | 50HZ | / |
工作电压范围 | 360VAC~430VAC | 待定 |
工作电源频率 | 40HZ~100HZ | / |
恒功工作电压 | 360VAC~430VAC | 待定 |
恒流工作电压 | 360VAC~430VAC | 待定 |
工作环境温度 | -30℃~50℃ | 待定 |
工作环境湿度 | 0~90% | / |
匹配电磁线圈电感量 | 190uH±10% (26-30米) | / |
磁距(感应距离) | 20mm(平盘)/25mm(绕线) | 待定 |
电磁感应线规格 | 10㎜²单股/6㎜²多股线 | / |
涡流加热效率 | ≥95% | / |
总能量转换效率 | ≥90% | / |
涡流感应频率 | 16KHZ-22KHZ | / |
控制模式 | 直驱,PID,软启兼温控仪 | 待定 |
功率调制 | PWM协议,手动电位调节 | 待定 |
保护功能 | 过流/过压/高温/短路/开路等 | 待定 |
加热铁素体温度 | ≤700℃ | 待定 |
使用寿命 | ≥50000H | / |
不同温度负载等效电阻率(频率=15KHZ-22KHZ)
负载温度 | 50℃ | 100℃ | 200℃ | 300℃ | 400℃ | 500℃ | 600℃ | 700℃ |
负载等效电阻 | 31.26 | 31.26 | 31.26 | 31.26 | 31.26 | 34.39 | 37.83 | 45.40 |
![]() 注意铁质负载700 ℃是磁通量居里常数临界点.在直接对铁质涡流感应加热时,严禁加热超过700℃.
注意铁质负载700 ℃是磁通量居里常数临界点.在直接对铁质涡流感应加热时,严禁加热超过700℃.
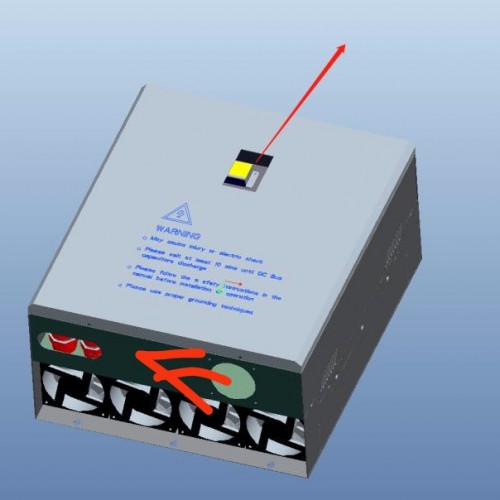
安装尺寸及应用图示:
![]()
173mm ?mm 165mm
230mm 365mm
电路板整体尺寸 机箱安装孔尺寸
注塑机安装控制图示
安装操作及出错应对:
1. 自制线圈或定制线盘
在不同场合可选择相应的导线来制作电磁感应线圈,可没良好通风好的场合可选用耐260度的硅胶包规格为10平方毫米的高温线. 料管直径小于或等于110mm的规格大约绕电磁线长26米左右.直径大于200mm规格料管绕线长在28米左右.制作完经测试合格后待连接电磁感应加热机芯使用.(具体制作方法参照本公司工程配件制作手册制作完成.),开机运行正常时按工能键查看频率,冷机约18KHZ到20KHZ.热机(350度)到会降到15KHZ到17KHZ 为正常.如果只加热150度的频率初始应在17到18KHZ刚好
2. 固定配件及安装调试
按照实物或图示尺寸安装好电路板和线圈配件后按照电路板提示正确电气连接.检查连接方法正确后通电进行各项工作测试.参数数据参照产品出厂使用说明书.
3. 上电调试
如有条件按规定参数安装一般开机软开关有效连接的情况下,机器可正常运行,如果电感量过大时运行不到5秒机器出现E3电感量过大保护. 如果运行出现功率上不去,如只有几安电流,查看频率只有几KHZ的情况说明感应加热线圈电感量已过小.线圈电流处在压缩状态.调整办法应适当增加电感量到机器正常运行工作为止.
4. 出错排除
① 出错情况:上电灯板不显示
排除方法:检查电源其它接线是否良好.使用万用表测试接入线路板电源输入端电压是否正常.
② 出错情况:开机显示面板正常但不工作,
排除方法:检查其它设备是否正常满足电路板工作运行的协议条件.检查隔离软开关是否连接良好或检查其它设备是否正常.
③ 出错情况:开机软控制条件满足,风机转,灯长亮,但没功率输出.
排除方法:留意显示板出现什么故障代码,对应故障代码进行对应排除.
④ 出错情况:机器开机正常工作,但加热负载温度达到一定到出现E3
排除方法:线圈参数不符合要求.电感量偏大,处在临界状态.应适当少量减小电感量.
⑤ 故障显示代码及排除方法表:
故障代码 | E-0 | E-1 | E-2 | E-3 | E-4 |
出错原因 | 散热板过热 | 电源电压过高或过低 | 线圈开路 | 电感量过大 | 失磁或电感量过小 |
排除方法 | 检查风机或频率过高 | 检查电压不正常原因. | 连接好电磁线圈 | 适量抽出N组线圈 | 负载超温或增加电磁量 |
为您精选
-
5KW电磁加热控制板就
¥0.00 -
飞度电热专业多年生产
¥0.00 -
8KW电磁加热器
¥0.00 -
150KW水冷电磁加热器
¥0.00 -
熔铝电磁加热器
¥0.00
-

电磁加热控制器
¥0.00 -
电磁加热器100KW
¥0.00 -

电磁感应加热器
¥0.00 -

工业电磁加热器
¥0.00 -

电磁加热线圈
¥0.00
【免责声明】
